Development of the most efficient mixing process
Mixtures are subject to increasingly demanding quality requirements. This is also evidenced by the tyre label of the European Union and by the stricter requirements on tyre compounds which will come into force in 2020.
In response to this trend, raw materials suppliers are bringing new materials to the market, which often pose major challenges for the formulation and mixing process. This, in turn, makes both the design of formulations and the mixing processes themselves more complex. That’s why, in order to optimise products, it will be useful to consider the entire process chain and to bring raw material suppliers, processors and customers together.
New materials can require a more precisely coordinated mixing process, for example. Just such a new, advanced filler has been brought to the market by a well-known carbon black supplier. It is an advanced grade of the highly active carbon black N134, as used, for example, in tread compounds for heavy goods vehicles, where the wear resistance of tyres – and thereby their mileage performance – become crucial factors. Highly active carbon blacks such as N134 are playing an ever increasingly important role here.
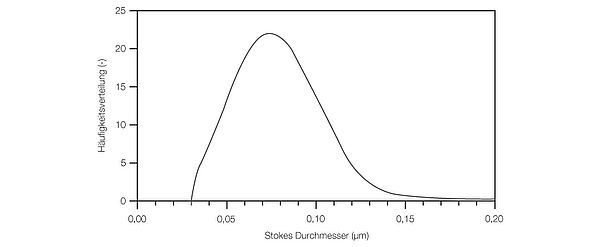
One of the key issues with highly active carbon blacks is their dispersibility. The physical arrangement of these carbon blacks in terms of surface and structure generally make them difficult to disperse. The small particles at the lower end of the particle size distribution are particularly problematic due to their high specific area, because they tend to agglomerate during mixing. The large particles at the upper end of the distribution are widely known to cause problems as well.
Figure 1 shows the frequency distribution of one such material.
When modified raw materials with an adjusted property profile come onto the market, they are often simply substituted and tested in existing formulations without modifying the mixing process. Under those conditions, the resulting compound might not or only partially benefit from the improved properties of the new and modified raw material. For this reason, it can be advisable to analyse the mixing process with regard to any necessary adjustment.
We know that the ideal property profile of a mixture can be generated with the right mixing process. Key process parameters include the order in which the ingredients of the formulation are added, and optimal process parameters in individual mixing phases such as filler incorporation in the form of suitable speeds, number of contact cycles, ram pressures and fill factors, just to name a few. The following report describes a mixing process analysis of this kind. This study was designed to show which machine parameters have a significant effect on a model SBR formulation when a standard N134 is used and when a modified grade is substituted for it. Different kneader models were also used.
A three-stage process was selected, consisting of masterbatch, remilling and final mixing cycles. With the masterbatches produced in the “upside down” process, filler loading and speed were varied, because those parameters have a significant influence on mixing and dispersion quality for any given formulation. The mixtures were produced in five-litre laboratory mixers with tangential and intermeshing configurations. The ultimate objective was to produce the mixture with the best possible dispersion quality. This evolved into a test programme of some 450 mixtures in all.
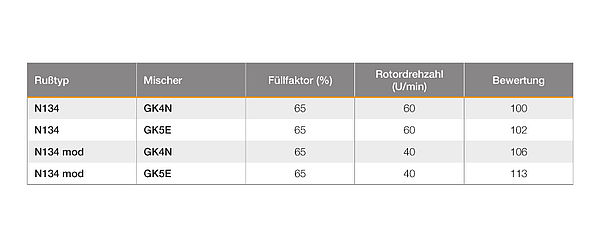
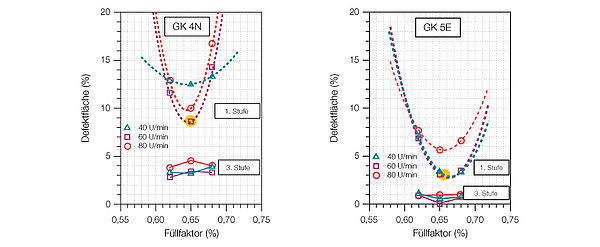
The tests produced a whole series of new findings and also unequivocally reconfirmed established principles.The overarching importance of the right filler loading, which has to be developed for any given formulation and for the type of rotor used in the kneader, was clearly demonstrated once again. For each type of rotor and for each speed selected, dispersion quality deteriorates significantly as filler loading is varied away from the optimum level, as shown in Fig. 2 for the case of the standard N134.
The rotor speed itself likewise shows a significant influence on the mixing result, as might also be expected. Since the speed directly influences the level of shear and elongation deformation, which is so important for the dispersion of solids, an optimal speed of 60 rpm was determined for the standard N134. At slower speeds, the level of shear and elongation deformation no longer sufficed for good dispersion, whilst faster speeds raised the temperature of the mixture, which in turn had a negative effect on the stress level.
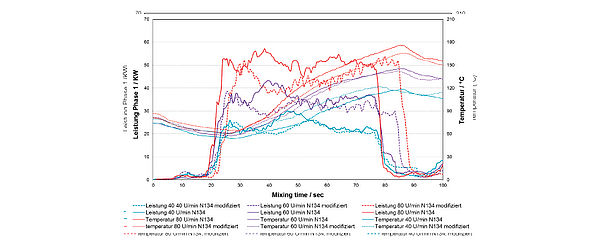
An astonishing effect was observed with the modified N134, because the lowest speed produced the best dispersion results. This effect is caused by the relatively soft carbon black beads of the modified material, which are much softer than the standard material due to the different production method used to make them. At high speeds and correspondingly effective forces, softer carbon black beads disintegrate more at the start of the mixing process. This, in turn, slows the speed with which the carbon black is incorporated into the polymer matrix, thereby resulting in poorer dispersion. In the kneader, the finer material leads to wall slipping, a finding which has also been proven in previous work [Keu2002]. This phenomenon is particularly evident in this case with the tests in the intermeshing mixer, as shown in Fig. 3. After feeding the material into the mixer (upside down), power peaks as the ram reaches its final position. In this stage, a multiphase system forms comprising fillers, the polymer and other components of the formulation, which leads to the aforementioned wall slipping effect. Subsequently the power increases until it peaks a second time, which is referred to as the “black incorporation time” (BIT). If, as is the case with this modified carbon black, more fine material is present in this stage of the mixing process – fine material resulting from the disintegration of the softer carbon black beads – then wall slipping is increased, and in this case also as a function of speed. The higher the selected speed is set, the more these softer carbon black beads are destroyed in this mixing phase, thereby significantly delaying the BIT. A corresponding influence on the temperature rise is also observed. The mixing temperature of the carbon black with the softer beads increases more slowly than with the standard material. This can be attributed to the lower power input.
It is very interesting to analyse the properties of the mixtures and end products from the tests. The mixture properties were determined using the usual methods such as Mooney viscosity, RPA, mechanical tests, bound rubber and many more. In addition, both micro- and macro-dispersion measurements (TOPO) were used, in order to make more direct assessments of the dispersions produced. Abrasion tests with the LAT100 and directly from road traffic were included in the assessment [Schw-Keu2015].
The macro-dispersion with the surface topography method [Weh1997] already provides resolution down to an aggregate size of 2 μm, whereas the micro-dispersion measures smaller, non-dispersed particles. There is a new method for measuring the micro-dispersion which uses a confocal microscope instead of a needle, thereby affording finer resolution. Performance in road traffic was measured with a heavy goods vehicle after 60,000 km (eight tyres of size 315/80 – 22.5) [Schw-Keu2015].
Initially the properties of the standard mixture showed no clear picture. Test methods such as Mooney, RPA, mechanical tests and bound rubber showed no clear relationships and did not correlate clearly to the measurements of the macro- and micro-dispersions or the abrasion tests. The results of the dispersion did match with the wear results, however. That means that, in this case, only the direct dispersion measurement is predictive of the wear behaviour of the HGV tread compounds. This result agrees with many of the findings of the European research project Mini Deru-com, in which 11 industrial and scientific partners investigated the influence of raw material properties on the mixing process and the properties of the end product. One of the key findings was that adjusted test methods for mixtures must be used in order to be able to draw conclusions about the properties of the end product [Keu2002], which this study reconfirms.
The study also showed that the intermeshing mixer after the masterbatch stage demonstrates better macro-dispersion performance than the tangential mixer, as can be seen in Fig. 2. This result can be attributed to the additional mixing effect between the rotors with the correspondingly high level of shear deformation and above all the high level of elongation deformation. Moreover, it was found that despite the low bead hardness and the associated problematic incorporation behaviour, the modified N134 gave better dispersion results. This actually also manifested itself in the wear resistance. The effect was apparent in both the tangential kneader and the intermeshing kneader, whereby it was more pronounced in the intermeshing kneader. The abrasion tests with the LAT100 showed an improvement of up to 6% in the tangential kneader and up to 13% in the intermeshing kneader.
After 60,000 km driven on the road, this carbon black showed 9% better abrasion performance, which is considered to be a significant improvement in abrasion characteristics.
Based on the results of the investigations, it is reasonable to conclude that an optimisation of the mixing process for the purposes of achieving better properties of mix-tures and end products can always be worthwhile, because the process parameters significantly affect those properties. This is particularly advisable when using new raw materials, the properties of which may differ from the original ones. The example given here clearly demonstrates once again the importance of specifically adapted test methods for the development of optimal process parameters which in turn produce good quality mixtures, thereby ensuring the best possible end product properties.
In sum: it’s all in the mix – in this case, the interdisciplinary collaboration of specialists!
[Weh1998] A. Wehmeier: Entwicklung eines Verfahrens zur Charakterisierung der Füllstoffdispersion in Gummimischungen mittels einer Oberflächentopographie (Development of a process for the characterisation of filler dispersion in rubber blends using surface topography); graduate thesis, Münster Technisches College, Steinfurth Department, 1998.
[Lim-Keu2002] A. Limper, H. Keuter: Quality assurance in the rubber mixing room, Institut für Kunststoffverarbeitung, Universität Paderborn, 2002.
[Schw-Keu2015] B. Schwaiger, H. Keuter, F. Diehl, A. Limper, A. Quast, H. Steiner: Reinforcing Filler for Truck Tires & Impact of Mixing Technology on Dispersion of Carbon Blacks with High Specific Surface Area; DKT presentation, Nuremberg 2015.